Bombas de procesos químicos: una fuerza indispensable en procesos finos
2024-01-22En la industria química actual, las bombas de proceso químico se están convirtiendo gradualmente en un componente indispensable e importante en el proceso de producción. Estas tecnologías avanzadas de bombas están brindando a las empresas químicas soluciones de manejo de fluidos más eficientes y confiables, potenciando diversos procesos de precisión y convirtiéndose en una fuerza innovadora que atrae la atención en la industria.
¿Qué es una bomba de proceso químico?
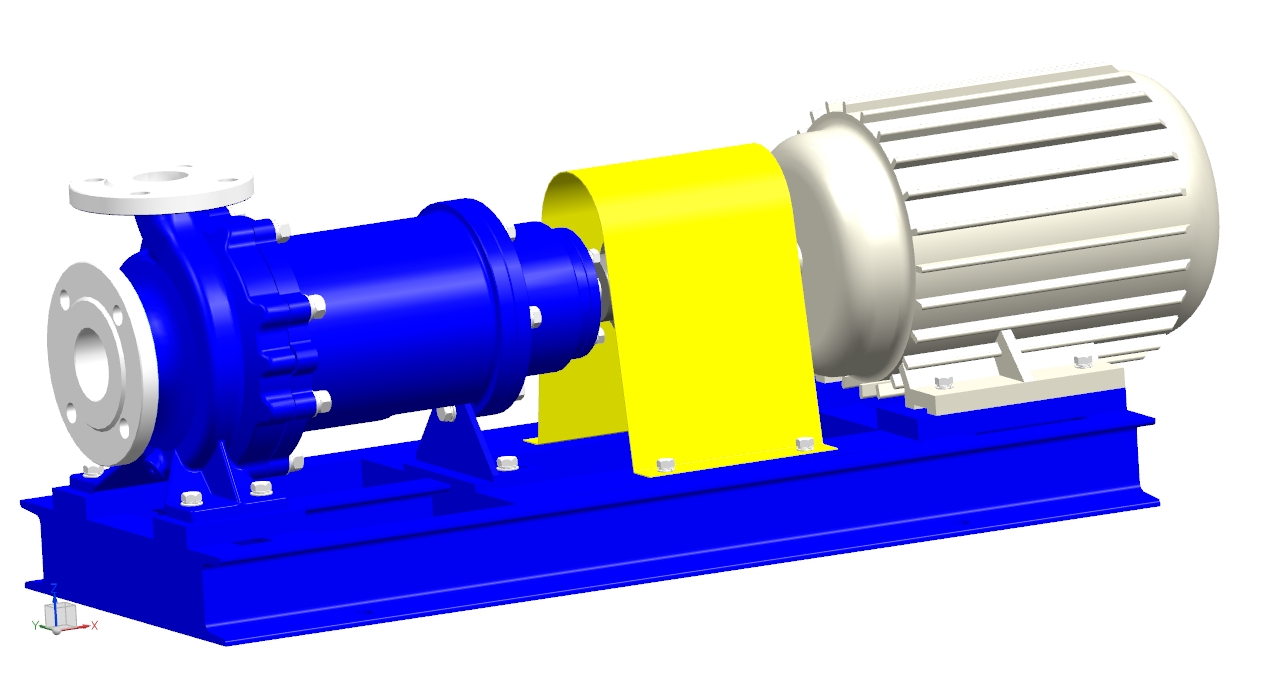
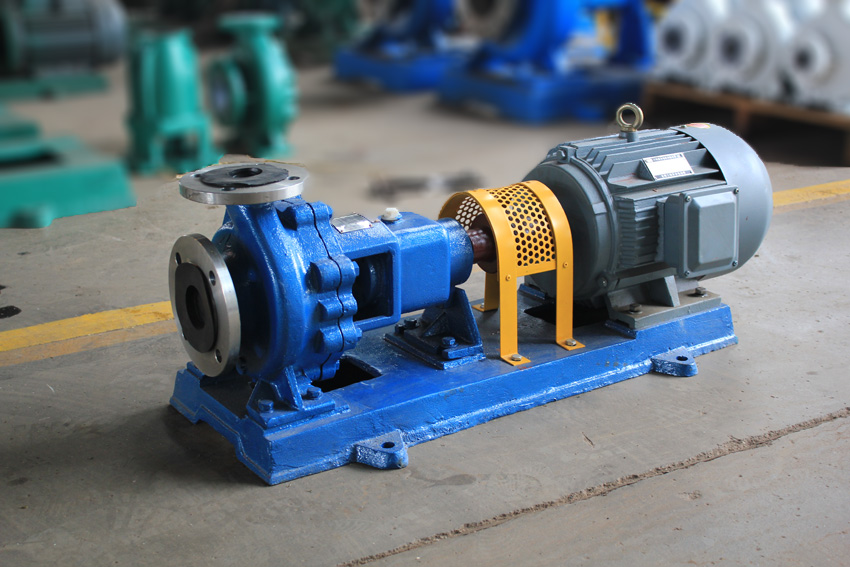
Las bombas de proceso químico son bombas especialmente diseñadas para manejar diversos medios químicos corrosivos, de alta temperatura y alta presión, tóxicos y dañinos. En comparación con las bombas tradicionales, las bombas de procesos químicos están especialmente optimizadas en términos de selección de materiales, rendimiento de sellado, resistencia a la corrosión, etc. para adaptarse al entorno de manejo de fluidos extremadamente desafiante en la industria química.
1. La importancia de la selección de materiales
Una de las características principales de las bombas de procesos químicos es la elección de materiales. Dado que en la producción química a menudo intervienen medios altamente corrosivos, estas bombas suelen utilizar materiales resistentes a la corrosión de alto rendimiento, como plásticos, cerámicas, acero inoxidable, etc., para garantizar una excelente durabilidad en entornos extremos.
2. Diseño multifuncional adaptado a procesos complejos
Las bombas de proceso químico son más que simples herramientas para transportar medios químicos, también están diseñadas teniendo en mente necesidades multifuncionales en diferentes procesos delicados. Es posible que estas bombas necesiten ajustar el flujo, cambiar la presión y adaptarse a diferentes temperaturas, por lo que a menudo son altamente ajustables para adaptarse a procesos de producción complejos y cambiantes.
3. Mejora del rendimiento del sellado
Cuando se trabaja con medios químicos, el rendimiento de sellado de la bomba es particularmente crítico. Las bombas de procesos químicos suelen estar equipadas con un diseño altamente sellado para evitar fugas y contaminación externa, garantizando la seguridad y la protección ambiental del proceso de producción.
4. Amplia gama de aplicaciones
Las bombas de procesos químicos tienen una amplia gama de aplicaciones en la industria química. Se pueden utilizar para transportar soluciones ácidas y alcalinas, manipular líquidos corrosivos e incluso realizar reacciones a alta temperatura y alta presión en condiciones especiales. Estas bombas desempeñan un papel insustituible en la producción química, farmacéutica, industria alimentaria y otros campos.
5. La innovación impulsa el desarrollo de la industria
A medida que la industria química continúa desarrollándose, la demanda de bombas de proceso químico bombas está aumentando gradualmente. Los fabricantes de bombas continúan innovando para mejorar el rendimiento y la confiabilidad del producto para satisfacer las demandas de la industria de estándares más altos. La tecnología avanzada y los sistemas de control inteligentes se están convirtiendo en una nueva tendencia en las bombas de procesos químicos, promoviendo aún más el desarrollo de toda la industria.
6. Cumplimiento de la industria y desarrollo sostenible
En la industria química, el cumplimiento y la sostenibilidad son palabras clave cada vez más importantes. El diseño y la fabricación de bombas de procesos químicos deben cumplir con estrictos estándares y regulaciones de la industria para garantizar los más altos estándares ambientales y de seguridad durante el proceso de producción y promover el desarrollo sostenible de toda la industria.
A medida que la tecnología continúa avanzando y las necesidades de la industria se expanden, las bombas de procesos químicos seguirán desempeñando un papel vital. Sus ventajas para mejorar la eficiencia de la producción, garantizar la seguridad de la producción y garantizar el cumplimiento ambiental inyectarán nueva vitalidad a la industria química y promoverán la innovación y el desarrollo continuos de la industria.